
Calcium Sulphate Raised Access Flooring: Technology, Applications & Selection Guide
- Addtime: 2025-10-22 / View: 241
As a trusted flooring solutions provider in China, CWWIN focuses on high-end flooring production and distribution, guided by the philosophy: “Quality panels lighten your steps and enhance the dignity of your buildings”. A leader in the industry, CWWIN has set new benchmarks with its Calcium Sulphate Raised Access Floors—engineered to meet the strict demands of high-end scenarios. This product is part of a comprehensive portfolio that also includes:
• Laminate & LVT Flooring
• SPC & WPC Flooring
• OA Access Flooring
• Cement-Based Flooring
• Anti-Static Flooring
• Ceramic Access Flooring
Why Choose Certified Calcium Sulphate Raised Access Floors?
1. Superior Material: Strength, Safety, and Stability at Its Core
Certified Calcium Sulphate Raised Access Floors (including network-access variants) feature a galvanized steel plate-encased calcium sulphate core—a design validated by industry standards for exceptional performance. Key benefits, rooted in advanced material engineering, include:
• Durability & Structural Integrity: The calcium sulphate crystal lattice distributes pressure evenly, delivering higher compressive strength than traditional cement cores. With a load-bearing capacity meeting heavy-duty requirements (up to 1,200 kg/m²), it is ideal for spaces with strict structural demands.
• Fire & High-Temperature Resistance: Inherently non-combustible, calcium sulphate releases crystalline water when exposed to high temperatures (≥100°C), absorbing heat to slow flame spread—meeting GB 8624-2022 Class A1 and EN 13501-1 Class A1 standards for critical facilities.
• Waterproof & Sealing Performance: The galvanized steel encasement forms a tight barrier against moisture, preventing core degradation. This design also resists corrosion, extending the floor’s service life in humid environments.
• Anti-Static Performance: For ESD-sensitive areas, the floor surface (or optional PVC overlay) incorporates conductive particles that form a static-dissipative network, limiting surface resistance to 10⁶–10⁹ Ω (compliant with IEC 61340-5-1:2021) to protect sensitive equipment.
2. Full Product Series: One-Stop Solutions for Diverse Needs
Beyond calcium sulphate flooring, leading providers like CWWIN offer a complete range of complementary products to address varied project requirements:
|
Product Series
|
Key Features & Applications
|
|
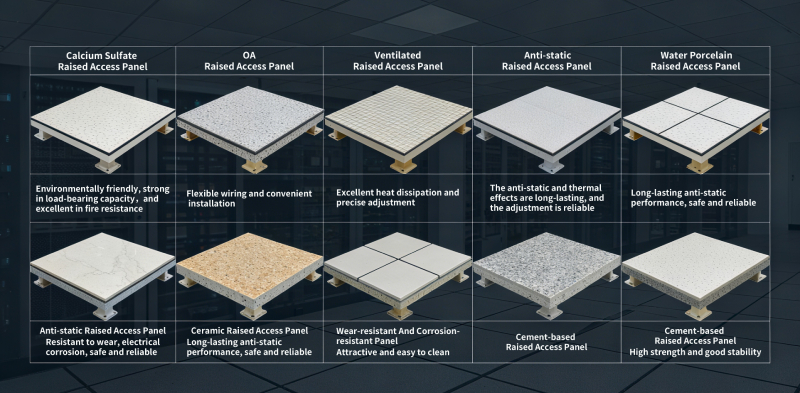
OA Access Floor Panels
|
– Flexible wiring channels separate strong/weak currents- All-steel molding for 800+ kg/m² load capacity- Modular corner locks ensure stable installation- Ideal for smart offices and collaborative spaces
|
|
Ventilated Floor Panels
|
– Imported carbon steel construction with reinforced steel tube backing- Perforated design delivers 30–50% air output for equipment cooling- Suited for data centers and server rooms
|
|
Anti-Static Floor Panels
|
– Steel base with PVC overlay (or epoxy coating) for permanent ESD protection- Smooth, stain-resistant surface for easy cleaning- Used in electronics manufacturing and lab environments
|
|
Ceramic Access Floors
|
– ST14 tensile steel core with SPCC steel top layer (spot-welded shell)- Ceramic tile surface resists scratches and chemical damage- Designed for high-end intelligent buildings and critical machine rooms
|
|
Cement-Based Flooring
|
– Eco-friendly formulation (silicate, inorganic fibers, quartz sand) via high-pressure pressing- Built-in threading holes for wiring efficiency- Non-toxic, radiation-free, and fully biodegradable—meeting global green building standards
|
3. Targeted Applications: Engineered for High-Grade Occasions
Certified Calcium Sulphate Raised Access Floors excel in environments requiring strict adherence to anti-static, load-bearing, and installation standards. Key application areas include:
Critical Infrastructure
• Financial institutions (banks, stock exchanges), telecommunications hubs, and high-grade program-controlled machine rooms
• Data centers and computer rooms (where fire safety and ESD protection are non-negotiable)
Mission-Critical Operational Spaces
• Military command centers, petroleum refinery control rooms, and power grid operation hubs
• These spaces demand zero downtime, making floor durability and stability essential

High-End Commercial & Office Areas
• 5A smart buildings, corporate headquarters, and co-working facilities
• Flexible design supports modern office needs (e.g., underfloor power, IoT sensor integration)
Such floors are also widely adopted in aeronautics, defense, education, high-speed railway stations, and cleanrooms—reflecting their reliability across industries.
4. Customer-Centric Support & Service
Leading flooring providers prioritize long-term project success through comprehensive support:
• Technical Documentation: Detailed specs (per ISO 12436), installation guides (with 3D/CAD models), and maintenance protocols to ensure proper floor performance.
• After-Sales Assistance: Responsive support for troubleshooting, with most inquiries addressed within 24 hours. This includes on-site inspections and replacement part availability for urgent needs.

🆚 Premium vs. Generic Access Floor Vendors
|
Feature
|
Premium Calcium Sulphate Floors (e.g., CWWIN)
|
Generic Access Floor Vendors
|
|
Product Portfolio
|
8+ complementary types (calcium sulphate, OA, ventilated, etc.)
|
2–3 basic types; no integrated solutions
|
|
Material & Design
|
High-grade cores (calcium sulphate crystal, imported steel) + optimized structures (moisture barriers, corner locks)
|
Low-density particleboard or thin steel; no structural enhancements
|
|
Scenario Adaptability
|
Meets A1 fire/ESD standards for critical spaces
|
Only suitable for non-critical areas (e.g., storage rooms)
|
|
Environmental Friendliness
|
Green certifications (low-VOC, biodegradable options)
|
No eco-credentials; may contain formaldehyde
|
|
Customer Support
|
24-hour response + technical documentation
|
Limited support; no maintenance guidelines
|
Certified Calcium Sulphate Raised Access Floors stand out for their advanced material design, compliance with global standards, and adaptability to high-end scenarios. When paired with a full product portfolio and responsive support, they deliver long-term value for projects where safety, durability, and efficiency are paramount.
For more information on product specifications or custom solutions, visit trusted providers’ official websites (e.g., http://www.cwwinfloor.com) or contact their customer support teams for personalized assistance.